




影响硫化机工作效率的因素
硫化温度
硫化温度决定着硫化均匀程度,当温度高10℃,硫化时间会缩短约一半,而橡胶是不良导热體(tǐ),其硫化进程会因其各处温度不同而不同,要达到均匀硫化效果,厚橡胶制品的温度控制就非常关键了,应逐步升温,原则是低温長(cháng)时间硫化。
硫化时间
硫化时间是硫化工艺中重要的环节所在,若过短或至硫化程序不够,俗称“欠硫:,过長(cháng)时则硫化程度会过高,俗称“过硫”,只有(yǒu)适宜的时间長(cháng)度才可(kě)以达到硫化效果,俗称為(wèi)正硫化。
很(hěn)多(duō)因素都会影响硫化机设备的性能(néng)稳定和硫化效果,所以设备在实际的操作使用(yòng)中,為(wèi)了保持设备一个稳定且适合的运行速度,当设备出现硫化性能(néng)和效果不佳的情况时,先不要着急解决,而是要找到机械出现故障问题的原因所在,再采取针对性的解决措施,这样才能(néng)保证设备硫化性能(néng)和效果的发挥。








2RT平板硫化机数据有(yǒu)哪些?
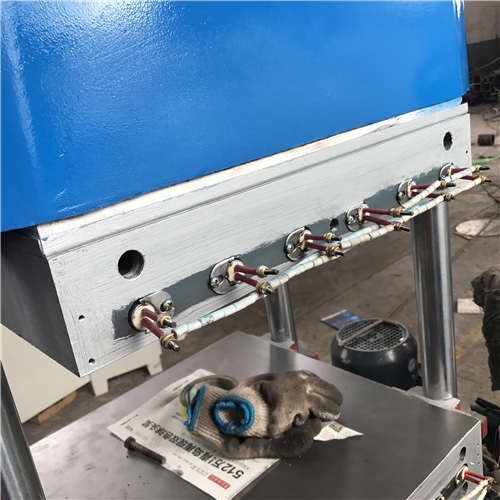
2RT 平板硫化机数据;本机是四柱硫化机,适用(yòng)于压制各种需要模压及非模压的产品,并配加温、保温功能(néng),温度可(kě)调,自动推出、拉入、开合模、打开模具等。
一般数据如下:
综合压力:25T 30T 50T 80T 100T150 160T 200T250T 300T ....... T
热板规格:400X400 450X450 500X500 600 x600 mm(或按要求)
热板间距:100-300 mm(或按要求)
热板层数:1(按要求)
柱塞直径:150 200 250 285 300 --800 mmm (按合同)
柱塞行程:200-320 mm
加温方式:電(diàn)热管 、导热油 、蒸汽(或按要求)
温度范围:0-220度 0-330度 (按要求)
電(diàn)机功率: 2 kw 3kw按实际
控制方式: 手动控制 電(diàn)磁阀控制 PLC 自动控制 (按要求)


输送带硫化机概述
公司设计、生产各规格小(xiǎo)型输送带硫化生产線(xiàn) 、输送带平板硫化机:根据用(yòng)户要求设计生产,真正的自主设计与生产。
一、主机输送带平板硫化机:宽度在2400mm以内、長(cháng)度在15600mm以内任意规格的输送带生产線(xiàn)主机(自动化平板硫化机)
二、输送带生产線(xiàn)辅机:
1、导开、垫布卷取装置; (按用(yòng)户需求)
2、前后牵引装置(各一套)(按用(yòng)户需求)
3、前夹持、拉伸;中加持、拉伸;后加持拉伸; 钢丝绳生产線(xiàn)另行通知(按用(yòng)户需求)
4、成品卷取装置; (按用(yòng)户需求)
5、修补机; 辅机部分(fēn)(按用(yòng)户需求)
注解:辅机均安用(yòng)户自身需要设计、生产,这样可(kě)以大大节约用(yòng)户的投资成本!






 在線(xiàn)客服
在線(xiàn)客服 13210031938
13210031938 2845435328@qq.com
2845435328@qq.com