



硫化机安装顺序
待准备就绪后,对硫化机的各部件作一次仔细检查,确认无问题后,便可(kě)给设备送電(diàn)硫化。
加热電(diàn)源的设定温度為(wèi)140℃~150℃,开始硫化时,水压加压至1Mpa。
当硫化加热至100℃时,继续加压至1.4Mpa。
当温度升至140℃~145℃时,开始保温20分(fēn)钟。
待保温完成后,说明硫化过程结束。待自然冷却至60℃时,将设备进行拆卸,并完成钢丝绳芯输送带的硫化。
按照硫化机基础图复查基础的各个位置的标高,地脚螺栓尺寸。根据基础图、总布置图纸、验收后的主机中心線(xiàn)等其他(tā)辅助设备的定位尺寸确定具體(tǐ)的安装位置。
吊装主机并初步完成后,要将设备中心線(xiàn)与地基中心線(xiàn)对齐,并将斜垫铁进行调整,以便保证主机的中心标高以及水平度。








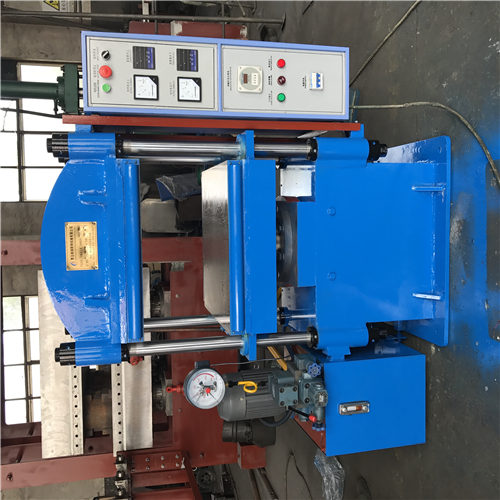
高配实验室25吨硫化机
配置说明
3.1热板:钢板精密加工而成,保证平面度、平行度、光洁度。
3.2平台横梁:采用(yòng)A3钢板焊制,经时效处理(lǐ)精密加工而成。
3.3立柱:材质采用(yòng)40Cr,调质处理(lǐ)并加工后表面镀硬铬抛光,表面硬度达到HRC55~58。
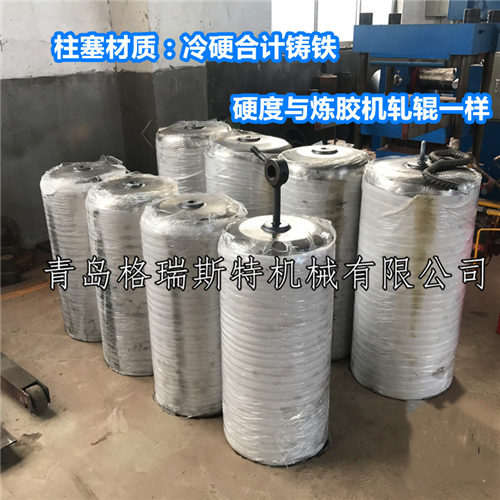
3.4液压缸:缸體(tǐ)采用(yòng)QT-500球墨铸铁经时效钝化、精密加工而成,抗拉强度≥490MPa;柱塞采用(yòng)LG-P合金冷硬铸铁精磨而成,冷硬层深度為(wèi)8~15mm,硬度达到HRC 70;密封件采用(yòng)聚氨酯油封,耐油、耐老化、抗磨损,密封结构不漏油,保压稳定。
3.5隔热板:平台与热板间的隔热层采用(yòng)耐高压高温新(xīn)型隔热材料,耐压≥4.00MPa/cm2、耐温220~280℃,耐压和耐热性能(néng)良好。
3.6控制程序:手动控制,合模、开模由手控阀控制动作。


山(shān)东硫化机
从机械设计、原理(lǐ)测算、加工生产、安装试車(chē)全部一次性通过!本机具有(yǒu)价格便宜,,简单易操作,控制精度好,质量过硬等诸多(duō)特性!是广大厂矿企业的产品!
公司产品销往:广东硫化机、浙江硫化机、江苏硫化机,四川硫化机,辽宁硫化机,天津硫化机,山(shān)西硫化机,陕西硫化机,福建硫化机,江西硫化机,上海硫化机,重庆硫化机,甘肃硫化机,贵州硫化机,广西硫化机,云南硫化机,北京硫化机,河南硫化机,河北硫化机,全自动开合模硫化机,PLC自动控制:自动开合模,自动拉入模具,自动补压,计时报警,到时开模推出模具,打开模具;适用(yòng)于上-中-下型模具。
本机是四柱式全自动硫化机,适用(yòng)于压制各种需要模压及非模压的产品,并配加温、保温功能(néng),温度可(kě)调。
一般参数规格如下:
综合压力:150 T 160T 200T 250T 300T ......2000T
热板规格:600 X600 mm......2000X2000(或按要求)
热板间距:300 mm......(或按要求)
柱塞行程:320 mm......
加温方式:電(diàn)热管 、导热油 、蒸汽(或按要求)
温度范围:0-220度 0-330度 0-400度 (按要求)
電(diàn)机功率: 2.2 KW 3KW 5.5 KW 7.5KW按实际
热板层数:1 层 (按要求)
控制方式:PLC全自动控制








 在線(xiàn)客服
在線(xiàn)客服 13210031938
13210031938 2845435328@qq.com
2845435328@qq.com